There is a wide range of methods for the fabrication of optical fibers. In a first step, these can be divided into methods involving a so-called fiber preform and methods of direct fiber production. Preform-based methods are most important at least in the context of glass fibers (which are mostly silica fibers), whereas direct methods, e.g. based on extrusion, are common for plastic optical fibers and for some specialty glasses. In the following, this article first discusses how a fiber can be made from a preform, then how preforms are fabricated, and finally methods not requiring a preform.
Fiber Pulling from a Preform
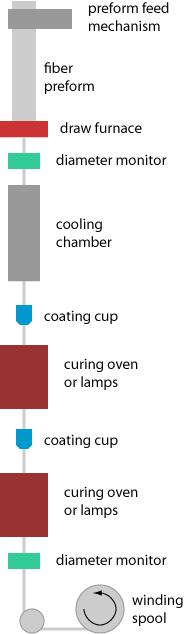
Figure 1: A fiber drawing tower.
Most glass fibers are fabricated by pulling from a so-called preform in a fiber-drawing tower, an apparatus which is typically several meters high. The preform is a glass rod with a diameter between about 1 cm and 10 cm and roughly 1 m to 2 m length. Along its axis, the preform contains a region with increased refractive index, which will form the fiber core.
Carefully controlled pulling is required for obtaining a constant fiber diameter.
When the preform is heated in a furnace (oven) at the top of the drawing tower, such that its bottom part becomes soft, a thin fiber can be pulled out of the bottom of the preform and cooled to become solid. It is then wound up on a spool, using a spinning machine. During the pulling process, the fiber diameter is held constant by automatically adjusting the pulling speed (and possibly the furnace temperature) with an automatic feedback system (containing a diameter monitor just below the furnace). This also leads to a quite constant fiber core diameter, which is important for various reasons.
A protective polymer coating is usually applied directly before winding up the fiber.
Before the fiber is wound up, one usually applies a thin polymer coating for mechanical and chemical protection. For that purpose, the fiber can (after having be cooled down enough) be fed through a coating applicator, followed by a curing oven and/or a UV irradiator for curing the coating. Multiple coating layers may be applied using a suitable sequence of coating cups (applicators) and curing facilities. Coatings e.g. for telecom fibers frequently consist of two or more different layers for optimum suppression of microbends. Typical coating materials used are acrylate, silicone and (for fibers with high temperature resistance) polyimide, but there are also carbon and metal coatings for special applications. Additional PVC or similar protective coatings can be made by extrusion after the drawing process.
Industrial fiber drawing towers work with rather high speeds.
The fiber from a single preform can be many kilometers long. Particularly telecom fibers are needed with long length, and it is desirable to obtain a high pulling speed of typically well over 10 m/s or even above 20 m/s. Simpler machines for smaller production volumes may only use pulling speeds of the order of 1 m/s.
Some fibers need to be spun for achieving low PMD.
Particularly for fibers which need to have a small polarization mode dispersion, it is common to spin either the preform (around its axis) or the fiber itself during the pulling process. Such spun fibers have become common for optical fiber communications with high data rates and are also used for certain fiber-optic sensors.
Fiber pulling works quite well for the usual silica fibers, since silica has a rather broad glass transition, i.e., a large range of temperatures in which the viscosity is in a suitable range. Other materials, as used e.g. for fluoride fibers, have a much smaller temperature range suitable for pulling, and the method is accordingly more delicate.
Additional measures may be required for drawing photonic crystal fibers. For example, one sometimes applies an overpressure to the preform in order to prevent the collapse of the tiny air holes and/or to control the thickness of the resulting tiny silica strands.
It is also possible to write type-II fiber Bragg gratings into the fiber during the fabrication process. For that purpose, ultraviolet nanosecond laser pulses are shot at the fiber through some phase mask just before the fiber is coated.
Concerning the fabrication of fiber preforms, see the article on fiber preforms.
Fabrication Methods Not Involving a Preform
Soft glass fibers are often fabricated with the double crucible method, where core and cladding are simultaneously drawn from the crucible. The crucible has a reservoir for the molten core glass, leaving a small opening at the center, and one (or several) reservoirs for cladding glass. The double crucible method is older than the vapor deposition methods and is still used e.g. for soft glasses. Compared with drawing from a preform, it can be adapted more easily to different glass materials. However, it is less suitable for producing ultrapure fibers with very low losses, as it is difficult to avoid any contamination with material from the crucible.
Some fibers, e.g. plastic optical fibers, are produced in a simple extrusion process, which is similar to the double crucible method. Such fibers are interesting for applications in mass markets, but do not reach top-level performance.
Bibliography
[1]
S. Nagel et al., “An overview of the modified chemical vapor deposition (MCVD) process and performance”, IEEE J. Quantum Electron. 18 (4), 459 (1982), doi:10.1109/JQE.1982.1071596
[2]
M. Blankenship and C. Deneka, “The outside vapor deposition method of fabricating optical waveguide fibers”, IEEE J. Quantum Electron. 18 (10), 1418 (1982), doi:10.1109/JQE.1982.1071426
[3]
B. J. Ainslie, “A review of the fabrication and properties of erbium-doped fibers for optical amplifiers”, IEEE J. Lightwave Technol. 9 (2), 220 (1991), doi:10.1109/50.65880
[4]
W. A. Gambling, “The rise and rise of optical fibers”, JSTQE 6 (6), 1084 (2000) (an informative review on the development of glass fibers)
[5]
X. Wang et al., “A review of the fabrication of optic fiber”, Proc. SPIE 6034, 60341D (2005), doi:10.1117/12.668147
[6]
L. Cognolato, “Chemical vapour deposition for optical fibre technology”, J. Phys. IV France 5, C5-975 (1995), doi:10.1051/jphyscol:19955115
[7]
A. Dhar et al., “The mechanism of rare earth incorporation in solution doping process”, Opt. Express 16 (17), 12835 (2008), doi:10.1364/OE.16.012835
[8]
M. Leich et al., “Highly efficient Yb-doped silica fibers prepared by powder sinter technology”, Opt. Lett. 36 (9), 1557 (2011), doi:10.1364/OL.36.001557